- (86)13861853627
- 08711.cn


 en
en
- english
 русский язык
русский язык
-
焊(hàn)接設(shè)備
- 焊接設(shè)備
- 滾輪(lún)架(jià)
- 變位(wèi)機
- 操作架
- 型鋼(gāng)設備
- 風(fēng)塔設備(bèi)
- 箱型梁設備
-
化工(gōng)焊(hàn)接設(shè)備
- 焊接(jiē)設(shè)備
- 滾(gǔn)輪架(jià)
- 變(biàn)位機
- 操作架(jià)
- 型鋼設備(bèi)
- 風塔設(shè)備(bèi)
- 箱型梁設備(bèi)
- 化工焊(hàn)接設備(bèi)
- 壓力容(róng)器
- 鍋(guō)爐
-
環(huán)保加(jiā)工設備
- 環(huán)保加工設備
- 風(fēng)塔
- 容(róng)器罐(guàn)
- 機械(xiè)新聞(wén)
- p+t邊梁(liáng)式縱(zòng)縫自動焊接(jiē)機(jī)客戶(hù)使用現場(chǎng)
- 出口訂(dìng)單 焊接操作(zuò)機- 可調式(shì)焊(hàn)接滾輪架 已(yǐ)驗收完工
- 豐玮(wěi)焊接分享(xiǎng)-等離子不鏽(xiù)鋼縱環(huán)縫p+t焊(hàn)接專機
- 江(jiāng)蘇壓(yā)力容(róng)器企(qǐ)業 焊(hàn)接裝(zhuāng)備應用
- 大鼎霸展科技有限公司機械(xiè)----自動化(huà)焊接(jiē)裝備
- 自動(dòng)化焊(hàn)接(jiē)中心能(néng)用到哪些焊接(jiē)輔機(jī)
-
鋼結(jié)構設備(bèi)
- 鋼(gāng)結構設(shè)備
- 型鋼(gāng)
- 機械新聞
- p+t邊梁(liáng)式縱縫自動焊(hàn)接機客戶使用(yòng)現場
- 出(chū)口(kǒu)訂單(dān) 焊接操作機- 可(kě)調式(shì)焊接(jiē)滾輪(lún)架 已驗收(shōu)完工(gōng)
- 豐玮焊(hàn)接(jiē)分享-等離(lí)子不(bú)鏽鋼(gāng)縱環(huán)縫p+t焊接專(zhuān)機
- 江(jiāng)蘇壓(yā)力容(róng)器企業 焊接裝(zhuāng)備應(yīng)用
- 大鼎霸展科技有限公司機(jī)械(xiè)----自動化焊(hàn)接裝備(bèi)
- 自動化焊(hàn)接中(zhōng)心能用(yòng)到哪些(xiē)焊(hàn)接輔機
-
電力杆設備
- 電(diàn)力杆(gǎn)設備(bèi)
- 電力(lì)杆(gǎn)
-
售後服務


所(suǒ)有新聞(wén)
-

實(shí)用!焊接變位機(jī)的工作原理
焊接變位(wèi)機(jī)其目的簡單理解,是為将(jiāng)焊件(jiàn)必須準确定位和(hé)可(kě)靠夾緊,以(yǐ)便進行焊(hàn)接等作用。而焊接變位機(jī),其是(shì)通過使用(yòng)焊接(jiē)工裝夾(jiá)具(jù),并通(tōng)過焊(hàn)件位(wèi)置的變換(huàn),來完成整個焊接工(gōng)作的,并得(dé)到好(hǎo)的焊接效果。
2021-11-18
機(jī)械新聞
-

小(xiǎo)型可調式(shì)滾(gǔn)輪架在(zài)使用(yòng)過(guò)程中的(de)特(tè)點有哪些?
滾(gǔn)輪架是指借助(zhù)焊件(jiàn)與主動滾輪的(de)摩擦(cā)力,帶動圓形焊件旋(xuán)轉,以完成環形(xíng)焊縫(féng)的焊(hàn)接,焊(hàn)接速(sù)度可(kě)通過(guò)滾輪(lún)架上(shàng)主動(dòng)滾輪轉速來調節,滾輪應始終(zhōng)保持在同一(yī)軸(zhóu)線上,使工件轉動時(shí)不(bú)易變形(xíng)和打(dǎ)滑.
2021-11-18
機械新聞
-

銑(xǐ)邊機銑邊(biān)時合理使(shǐ)用方法
銑邊機以其(qí)優勢在螺旋焊(hàn)管生(shēng)産時得到(dào)廣(guǎng)泛(fàn)應用。與圓(yuán)盤剪相比,銑邊機提高了闆邊(biān)加工質量,使成型與(yǔ)焊接過程(chéng)更加穩定(dìng);降低了闆(pǎn)材(cái)消耗(hào);提(tí)高了生産安全(quán)性。但銑(xǐ)邊工藝(yì)也有固有(yǒu)的缺(quē)點,控制不好時(shí)會導緻一(yī)系列的成(chéng)型、焊接缺(quē)陷,如氣孔(kǒng)、夾渣(zhā)、未焊(hàn)透、燒塌、焊(hàn)偏(piān)、焊道不(bú)規則等。應(yīng)正(zhèng)确使用(yòng)銑邊機銑邊方法。
2021-11-18
機(jī)械新聞
-

h型(xíng)鋼制作時(shí)熱矯(jiǎo)正與(yǔ)冷矯正的(de)區别有哪(nǎ)些
h型鋼在制作過程中由于焊接的(de)工序,會導緻工件受熱而變形(xíng)。為了不影響工(gōng)件的正常(cháng)使用(yòng),焊接(jiē)完成後必須要進行(háng)矯正(zhèng)。之前的傳(chuán)統工(gōng)藝是焊接(jiē)完成(chéng)後進矯正(zhèng)機,此(cǐ)時工件已(yǐ)經恢複到常(cháng)溫狀态(tài),靠機械(xiè)矯直輥(gǔn)輪進(jìn)行(háng)擠(jǐ)壓矯(jiǎo)正,是冷矯(jiǎo)。工件(jiàn)在高(gāo)溫(wēn)時進行(háng)矯正,稱為熱矯。
2021-11-18
機械新聞(wén)
-

數控(kòng)切割機精(jīng)度誤差原(yuán)因
切割精(jīng)度是衡量數控(kòng)切割(gē)機好壞的一(yī)個重(zhòng)要組成(chéng)部分,但(dàn)是數(shù)控切割精(jīng)度(dù)也不(bú)完全取決于設(shè)備本(běn)身,而(ér)是由(yóu)多方(fāng)面因素組(zǔ)成,無錫(xī)市(shì)豐玮(wěi)機械(xiè)設備有限公司(sī)帶您(nín)了解(jiě)幾大因素,
2021-11-18
機械(xiè)新聞
-

操作機在(zài)使用過程中需(xū)注意的六(liù)大準(zhǔn)則有(yǒu)哪(nǎ)些?
焊接(jiē)操作機是(shì)一種(zhǒng)裝(zhuāng)置(zhì),用于将焊(hàn)頭或(huò)焊(hàn)槍發送(sòng)并保持(chí)在待焊(hàn)接的位(wèi)置(zhì),或者(zhě)以選定的焊接(jiē)速度沿指定軌迹移動焊劑。随着重工業的發展,焊接機械手(shǒu)越來(lái)越受歡迎(yíng),但在(zài)使用(yòng)過程(chéng)中應給(gěi)予(yǔ)更多(duō)的關注(zhù)。
2021-11-18
機械新(xīn)聞
-
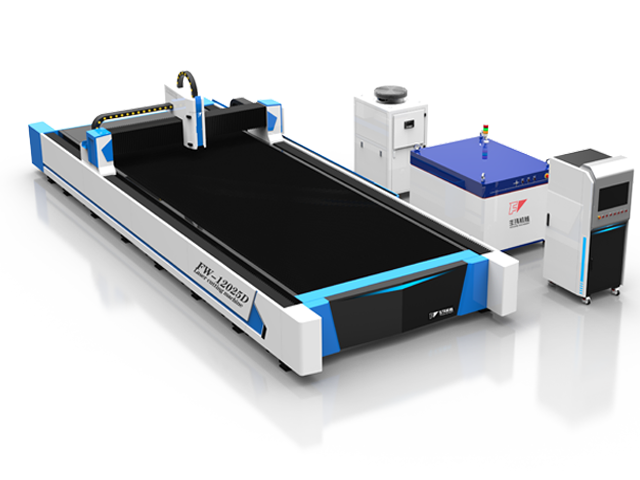
激光切割機(jī)你了解多(duō)少?
激(jī)光切割機(jī)技術(shù)采用激光束照(zhào)射到金(jīn)屬(shǔ)闆材(cái)表面(miàn)時(shí)釋(shì)放的(de)能量(liàng)。使(shǐ)金屬闆(pǎn)材(cái)熔(róng)化并由氣(qì)體将溶渣吹走(zǒu)。
2021-11-18
機械(xiè)新聞
-

滾輪(lún)架滾輪(lún)的(de)正确安全(quán)使用(yòng)方法(fǎ)是什麼?
滾輪架(jià)滾輪(lún)技術(shù)大(dà)多(duō)是在金屬(shǔ)膠芯上塗(tú)膠後(hòu),利用塗膠工藝(yì)将橡(xiàng)膠粘合在(zài)一起(qǐ)。為了獲得高質(zhì)量的産品(pǐn),滾輪(lún)架滾輪(lún)是(shì)決定(dìng)産品使用壽命(mìng)的關(guān)鍵因素之(zhī)一。
2021-11-18
焊(hàn)接設備(bèi)新(xīn)聞





(0510)83695226

08711.cn

+86-139 1534 9938

(86)13861853627
我們作為領(lǐng)先的制造商,主(zhǔ)要生(shēng)産光(guāng)纖(xiān)激(jī)光切割(gē)機(jī)、數控火焰(yàn)和(hé)等離子(zǐ)切割(gē)機、坡口銑床、自(zì)動(dòng)焊(hàn)接機、焊接(jiē)輔助機(即(jí)焊接滾輪(lún)架、變位機、操作架等(děng)),風電生(shēng)産線,h型鋼組(zǔ)裝機及箱(xiāng)體橫(héng)梁生産線(xiàn)。
- 關于(yú)我們
- 走進(jìn)豐玮(wěi)
- 視(shì)頻
- 産品(pǐn)
- 滾輪(lún)架
- 變位機(jī)
- 操作架
- 型鋼設(shè)備
- 風(fēng)塔設備
- 箱(xiāng)型梁設備
- 與我聯系(xì)
-
郵(yóu)箱:08711.cn
手機(jī)号:(86)13861853627
辦(bàn)公地(dì)址: - wuxi, china
- nj, usa
- tsim sha tsui, hk


