- (86)13861853627
- 08711.cn


 en
en
- english
 русский язык
русский язык
-
焊接設(shè)備
- 焊(hàn)接設(shè)備
- 滾輪架
- 變位機(jī)
- 操(cāo)作架(jià)
- 型鋼設(shè)備
- 風塔設備(bèi)
- 箱型梁設備(bèi)
- 應用行(háng)業
- 化(huà)工焊接(jiē)設備
- 環(huán)保加工設(shè)備
- 鋼結構(gòu)設備
- 電力(lì)杆設備
-
化(huà)工焊接設(shè)備
- 化(huà)工焊接(jiē)設(shè)備
- 壓(yā)力容(róng)器
- 鍋爐
- 機械新聞
- p+t邊梁式(shì)縱縫(féng)自(zì)動焊接(jiē)機客(kè)戶(hù)使(shǐ)用現(xiàn)場
- 出口(kǒu)訂單 焊(hàn)接操作(zuò)機- 可調(diào)式焊接滾輪架(jià) 已驗收完(wán)工
- 豐(fēng)玮焊接(jiē)分享-等(děng)離子(zǐ)不(bú)鏽鋼縱(zòng)環縫p+t焊接專機(jī)
- 江蘇(sū)壓力(lì)容器(qì)企業 焊接裝(zhuāng)備(bèi)應用
- 大鼎霸展科技有限公司機械(xiè)----自動化焊(hàn)接(jiē)裝備
- 自(zì)動化焊接(jiē)中心(xīn)能用(yòng)到(dào)哪些焊(hàn)接輔機
-
環(huán)保加工設(shè)備
- 焊(hàn)接設(shè)備(bèi)
- 滾輪架
- 變位(wèi)機(jī)
- 操作架(jià)
- 型鋼設備
- 風塔(tǎ)設備(bèi)
- 箱型(xíng)梁設(shè)備
- 環(huán)保加工設(shè)備
- 風塔
- 容(róng)器罐(guàn)
-
鋼結構(gòu)設備
- 鋼結構設備(bèi)
- 型鋼(gāng)
-
電力(lì)杆設備
- 焊接設(shè)備
- 滾輪架(jià)
- 變位機
- 操(cāo)作(zuò)架
- 型鋼(gāng)設備(bèi)
- 風塔設備
- 箱型梁設備
- 電力杆(gǎn)設備(bèi)
- 電(diàn)力杆
- 機(jī)械新聞
- p+t邊梁式(shì)縱縫自動焊接(jiē)機客戶使用現場
- 出口訂單 焊接操作(zuò)機- 可調(diào)式焊接(jiē)滾輪架(jià) 已驗(yàn)收(shōu)完(wán)工
- 豐(fēng)玮焊(hàn)接分享-等(děng)離子不鏽(xiù)鋼縱(zòng)環縫(féng)p+t焊(hàn)接(jiē)專機(jī)
- 江蘇壓(yā)力(lì)容器(qì)企業 焊接裝備(bèi)應用(yòng)
- 大鼎霸展科技有限公司機(jī)械----自動(dòng)化焊(hàn)接裝(zhuāng)備
- 自(zì)動化焊(hàn)接中心(xīn)能用(yòng)到哪些焊(hàn)接輔機
-
售(shòu)後服務

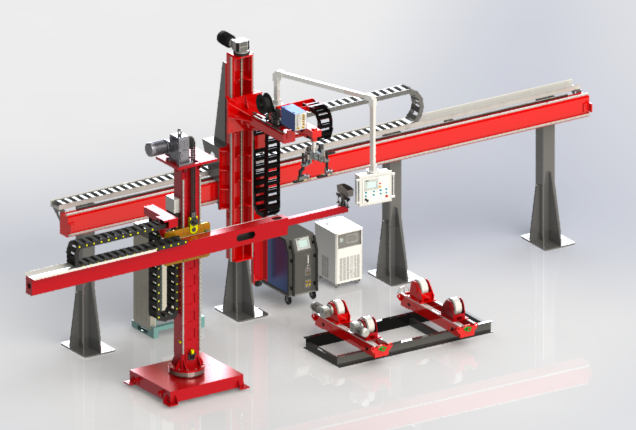
豐玮焊接分享-等離子不鏽鋼縱(zòng)環縫p+t焊接(jiē)專機(jī)
無(wú)錫市豐(fēng)玮智能裝備研(yán)發生産的等離(lí)子不鏽鋼(gāng)縱環(huán)縫p+t焊接專(zhuān)機被(bèi)廣(guǎng)泛(fàn)地應用于不鏽(xiù)鋼鍋(guō)爐,壓力容器,石油,化(huà)工,機械等(děng)制造行業中拼(pīn)接好的(de)半(bàn)成品(pǐn)圓筒形構(gòu)件的外環(huán)縫的等離(lí)子(zǐ)焊+氩弧(hú)焊(p+t)焊(hàn)接,方便工人操(cāo)作,提高了勞(láo)動效率(lǜ)。
等離子不(bú)鏽鋼縱環縫p+t焊接專(zhuān)機(jī)工作原理:将(jiāng)一個噴嘴(zuǐ)旋進焊槍(qiāng)本體前端(duān),噴(pēn)嘴能使(shǐ)電離(lí)氣以(yǐ)層狀流出,并使焊弧(hú)集中(zhōng)。焊弧(hú)集(jí)中的程度決(jué)定(dìng)于下列(liè)三個(gè)因素:噴嘴(zuǐ)孔徑,離(lí)子(zǐ)氣流量及鎢(wū)棒(bàng)在噴嘴内(nèi)的後縮距(jù)離(電極與噴嘴(zuǐ)間的距(jù)離(lí))。高離(lí)子氣(qì)流(liú)量及電(diàn)極退縮(suō)到(dào)極限(xiàn)可獲(huò)最聚集的(de)電弧(hú)。這種電弧(hú)常用于欲獲得(dé)匙孔單道,對接,需最大滲透力(lì),較狹窄焊縫,減(jiǎn)少熱(rè)影響區以(yǐ)及(jí)降低母材的(de)變形量。一般(bān)用(yòng)于較厚的母材。減少電極的後(hòu)縮距(jù)離以及離(lí)子氣(qì)的流量可(kě)獲較(jiào)柔(róu)和,較不(bú)集中(zhōng)的(de)電(diàn)弧。這(zhè)種電弧用于熔(róng)融式焊接(非匙(shí)孔焊接),容許較(jiào)高的焊接速度(dù)及焊接較(jiào)薄的(de)母材。等(děng)離子焊(hàn)的優(yōu)點:起弧可(kě)靠。

等離子不鏽鋼(gāng)縱環縫p+t焊(hàn)接專機(jī)特點:
1) 穿透能力強,10mm以下闆(pǎn)厚無(wú)須開坡(pō)口,大大(dà)減少(shǎo)了焊前準(zhǔn)備時(shí)間(jiān)。
2) 電弧能量集中,焊(hàn)接熱影響區小(xiǎo),焊接變形(xíng)小。
3) 焊(hàn)接速(sù)度快(kuài),等離子比手工(gōng)氩弧焊(hàn)減小4-5倍時(shí)間。
4) 卓越(yuè)的重(zhòng)複生(shēng)産性。
5) 弧柱剛性大,采用小孔效(xiào)應(yīng),可以實(shí)現穩定的單面焊雙面成型。
6) 電極(jí)縮在噴(pēn)嘴内,不易污染和(hé)燒損及電極壽命長,焊縫(féng)缺(quē)陷少(shǎo)。
7) 焊接(jiē)質量(liàng)好,可(kě)焊材(cái)料多。
8) 等離子(zǐ)弧具有良好(hǎo)的可控(kòng)性和調(diào)節性等。

等離子不(bú)鏽鋼縱環(huán)縫p+t焊接專機焊接工(gōng)藝:
焊接(jiē)方式:采(cǎi)用單槍(qiāng)等離子(paw)打(dǎ)底焊接(jiē),tig加絲(sī)蓋面(3-10mm厚可用等離子加絲一次(cì)性焊接完(wán)成),從而實現單面焊(hàn)雙面(miàn)成型,獲得正反成型(xíng)美觀(guān)的焊縫(féng)
保(bǎo)護氣(qì)體:保護氣(qì)采用ar+h(95%+5%)、離子(zǐ)氣、托罩(zhào)氣、背保(bǎo)護氣(qì)體均(jun1)采用(yòng):ar(99.99%)。
焊絲規格(gé):1.2-1.6mm
坡口(kǒu)形式:y型
系統特點:
采用邊(biān)梁焊接系統,占地面(miàn)積小(xiǎo),可(kě)以靈活(huó)實現縱環縫焊(hàn)接
采(cǎi)用等(děng)離子(zǐ)焊接工藝(yì),焊接質量(liàng)高,焊(hàn)接效率快,省焊材
同(tóng)時安(ān)裝有(yǒu)等離子焊(hàn)槍和tig焊槍,切換(huàn)方(fāng)便,可根(gēn)據工藝(yì)要求,靈活使用。
文章僅代表(biǎo)作(zuò)者觀點,本(běn)文經(jīng)作者(zhě)授(shòu)權(quán)。
本(běn)文地址(zhǐ):

news
-
2023-10-12
p+t邊梁(liáng)式縱縫自動焊(hàn)接(jiē)機(jī)客戶使用(yòng)現場
更多(duō) >>
-
2023-09-30
出口訂(dìng)單 焊接(jiē)操作(zuò)機- 可調式(shì)焊接滾輪(lún)架 已(yǐ)驗收(shōu)完(wán)工
更多(duō) >>
-
2023-08-03
豐玮焊接(jiē)分享(xiǎng)-等離子不鏽鋼(gāng)縱環縫p+t焊(hàn)接專機
更多 >>
-
2023-07-15
江蘇壓(yā)力容器企業 焊(hàn)接裝備應(yīng)用
更(gèng)多 >>
-
2023-07-08
大鼎霸展科技有限公司機(jī)械----自動化(huà)焊接(jiē)裝(zhuāng)備
更多(duō) >>
-
2023-04-22
自動化(huà)焊接中心能用(yòng)到哪些焊接(jiē)輔機
更多(duō) >>





(0510)83695226

08711.cn

+86-139 1534 9938

(86)13861853627
我們(men)作為(wéi)領先(xiān)的制造(zào)商,主要生産(chǎn)光纖激光(guāng)切割(gē)機(jī)、數(shù)控火(huǒ)焰和等離子(zǐ)切(qiē)割機、坡口(kǒu)銑床(chuáng)、自動焊(hàn)接(jiē)機、焊(hàn)接輔助機(jī)(即焊接滾輪架、變位(wèi)機、操作(zuò)架(jià)等),風(fēng)電生(shēng)産(chǎn)線,h型鋼(gāng)組裝(zhuāng)機(jī)及箱體橫梁生産線。
- 關(guān)于(yú)我們
- 走進豐(fēng)玮
- 視(shì)頻
- 與我聯(lián)系
-
郵(yóu)箱:08711.cn
手(shǒu)機号(hào):(86)13861853627
辦公(gōng)地址: - wuxi, china
- nj, usa
- tsim sha tsui, hk


